

поставка сварочных электродов из нержавеющей стали aws e308 e308l
Характеристики и приложения
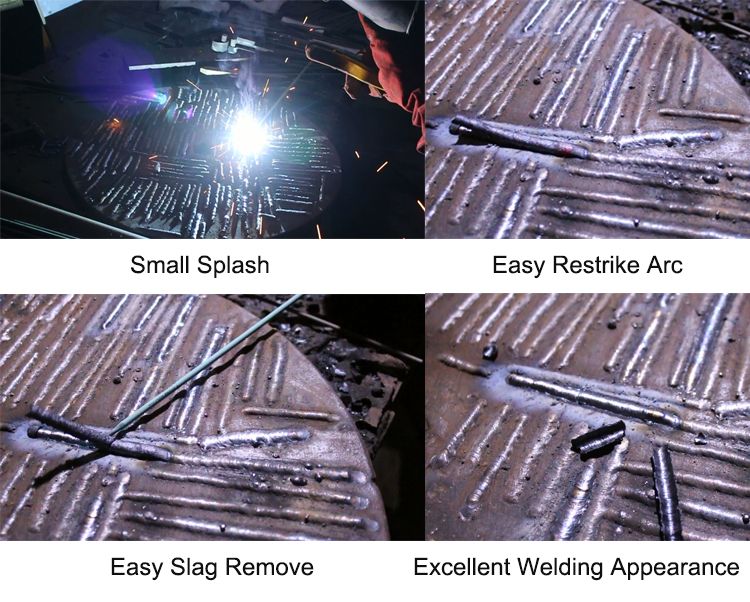
Наплавленный металл E308/308Lisa19Cr-10Ni имеет аустенитную микроструктуру, содержащую ограниченное количество феррита.Отличные показатели по отделению шлака, внешнему виду наплавленного валика, свариваемости, коррозионной стойкости при высоких температурах.Подходит для сварки стали AlS1-304, стали AlSI-301 и стали AISI-302 во всех положениях.
Подходящий основной металл для E308/308L: нержавеющая тонкая пластина, обруч, труба, бесшовная труба, тепловая труба, пластина сосуда под давлением, стальной стержень, ковка.
Примечания по использованию
1. Очистите канавку основного металла от загрязнений и пройдитесь щеткой из нержавеющей стали.
2. Настоятельно рекомендуется поддерживать как можно более короткую дугу.При сварке методом плетения диапазон перемещения должен контролироваться в пределах 2,5 диаметра проволоки.
3. Высушите электроды при 250~300℃ в течение 60 минут перед использованием.Выньте расходные материалы на полдня и храните в окружающей среде при температуре 100 ~ 150 ℃ во время процесса сварки.
4. Используйте более низкий ток, чтобы предотвратить растрескивание и минимизировать разбавление основного металла.
Описание
| Модель | GB | АМС | Диаметр (мм) | Тип покрытия | Текущий | Использование |
| КБ-А102 | Э308-16 | Э308-16 | 2,5-5,0 | Известково-титановый тип | DC | Применяется для сварки коррозионно-стойких конструкций из нержавеющей стали 0ХР19Н9 и 0Х19Н11Т при температурах ниже 300︒С. |
Химический состав наплавленного металла (%)
| C | Mn | Si | S | P | Cr | Ni |
| ≤0,02 | 0,85 | 0,70 | 0,030 | 0,010 | 19,3 | 9,5 |
Механические свойства наплавленного металла
| Прочность на растяжение (МПа) | Удлинение (%) |
| 570 | 45 |
Упаковка


Наша фабрика


Выставка








Наша сертификация









